| |
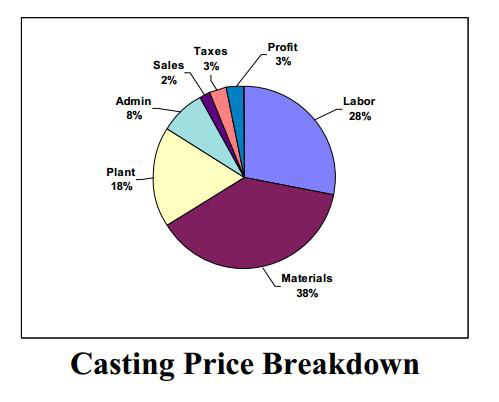
Metal Casting Price Breakdown
This article was originally written by the
president of Dotson Company, we are just sharing it!
The following casting price breakdown is typical of the foundry
industry, not much different than other manufacturers. In foundries
it is very difficult to cut material costs as they are world priced
commodities and energy costs. Significant cuts in admin, overhead
and plant expenses cut deeply into capability and service. If the
industry eliminated all profit, it would barely satisfy the 4%
demand.
Manufacturing plants have only four ways
to lower the selling price:
1. Engineer out part specific costs
2. Improve overall productivity
3. Increase sales to spread overhead
4. Cut the margins
Everyone’s first choice is to engineer out part specific costs. This
is truly a win/win solution. However, it is a choice that requires
real work.
The easy options of changing a freight company or eliminating
unnecessary steps have been taken years ago. Today, most choices
require specification or tooling changes. With engineering/design
time being very tight in companies, there is little chance that an
established part with low or medium sales will be allocated any
time. The tooling option requires spending money and many companies
have an expectation that there will be less than six month payback
on any expenditures.
The second option is to improve overall productivity. This is done
by investing in new plant and equipment.
Not only has the price of castings fallen over 30 years but the
value has increased tremendously. Today’s casting has tighter
tolerances, meets tougher specifications and is more consistent that
its predecessors.
This continuous improvement in casting prices is seriously
threatened by a purchasing practice that is becoming more and more
prevalent. Large companies, particularly those with listed stocks,
are demanding 60, 75 and even 90 day payment terms. The supplier has
to invest in account receivables rather than new plant and
equipment. While this gets a short term benefit to the customer it
can be disastrous in the long term.
The third selling price reduction option is to increase sales to
spread overhead. In today’s market, not a very realistic option.
With the pricing pressure for new or transferred work at
unbelievable levels, new work has a lower margin than existing work.
What used to be a good way to increase profits is likely to just
push more products through the plant and wear out equipment faster.
The final option for lowing prices is to cut the margin. This is a
dangerous path to take in an industry that has historically been a
very low margin industry. And, like option three, it cuts investment
in new plant and equipment.
A strong, long term alliance between supplier and customer should
concentrate cost/price containment efforts in the following areas:
1. Look at total costs not just the purchase price. The price of the
casting may actually go up but machining or assembly cost goes down
more.
2. Have the supplier take responsibility for more functions
(painting, machining, and assembly).
3. Allow a one year payback on tooling investments.
4. Recognize that the biggest savings are in future projects. Get
the foundry involved early in the design.
5. Concentrate on conversions of weldments to castings. There are
very large potential savings in this area.
6. Pay invoices in 30-days so that suppliers can invest to improve
their plant productivity.
Does any of the above make the 4% urgency go away? Probably not. In
today’s market it is a fact of life. The challenge that we
collectively have is to find win/win solutions.
---End---
Home |
More Articles |
|
