For metal castings, the gas porosity defects are very common, such as pinholes, blowhole and open holes.
When cast metal solidifies in a mold, it can't hold as much gas as it does in liquid form, so it releases it. That is part of the reason molds are permeable, to allow gas to escape. Several factors can cause impermeability, which can result in gas bubbles getting trapped inside the metal. These bubbles can include:
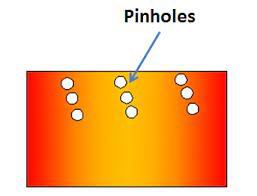
Pinholes
Also known as porosities, pinholes are smaller holes in the upper part of a casting. They're usually in groups near or at the casting's surface and visible to the naked eye.
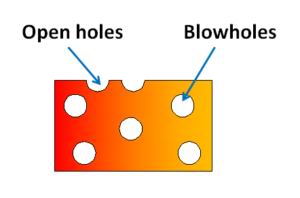
Blowholes
Blowholes are larger holes that can appear in the inside of a cast piece. Invisible to the naked eye, interior blowholes are detectable by x-ray, harmonic, ultrasonic, or magnetic analysis. Blisters, a variant of blowholes, are thinly covered shallow holes.
Open Holes
A type of blowhole, open holes appear at the piece's surface. These defects are caused by air getting trapped as metal is poured into the mold. There is also a shallow variant of open holes called a scar.
What Causes Gas Porosity?
Holes like these tend to show up in badly vented areas or where too much dampness is present. More specifically, they can be caused by sand with too much moisture, wet ladles, insufficiently gasified sand, or the by the molten metal's overly high temperature, which leads to overabsorption of gas.
Problems of Porosity
As the amount of porosity increases in an aluminum or iron casting, it can become inter-connected and cause a leak path. The porosity makes the casting unusable for holding pressure in applications like pumps, compressors, transmissions and plumbing fixtures.
Porosity in powdered metal parts can cause severe plating problems where the plating chemicals are trapped in the pores. The entrapped plating chemicals expand with enough force to cause spotting on the plating.
How to Prevent Gas Porosity
Avoid pinholes, blowholes, and open holes by making sure the molding sand is dry and permeable. It should be noted that the coarser sand is, the more permeable it is. Even using sand that is too fine can prevent optimal permeability. Additionally, sand molds that have been rammed too much lose their permeability, so it's important not to overdo it. Make sure that molds and cores are dry before use and stored under dry conditions as well, and be sure that there's enough venting in the molds to allow gases to escape.
You should also use good melting practices by melting the material in a vacuum, around low-solubility gases, or under a flux, which prevents air from touching the molten metal. If nothing else works, try pouring the molten metal at a lower temperature during the casting to keep it from absorbing as much gas.
|
